Nanostructured Metals — A New Age in Metals Technology
All metals that we see in our daily lives -- in suspension bridges, airplanes, automobiles, kitchen sinks, eating utensils, ski poles, golf clubs, jewelry, and hip implants -- are made of billions of tiny crystals. The crystals are comparable to grains of sand like you would find on a beach, only much smaller. The typical size of a single crystal or grain within a piece of metal is close to the diameter of a human hair. Researchers have for years pursued methods to make metals and alloys with smaller grains. Why? Because the strength of metals depends directly on the size of their grains. The smaller the grains, the stronger the metal.
A multi-national team of scientists from Los Alamos National Laboratory and Russian institutes have pioneered methods to cost effectively “nanostructure” metals, reducing the grain size of any metal by a factor of 500 to 1000 into the so-called “ultrafine” range. This increases metal strength by anywhere from 30% to 300%, depending on the family of metal. The techniques can be applied to virtually any metal. There are thousands of applications for such super strong ultrafine grain metals.
The Benefits of Nanostructuring
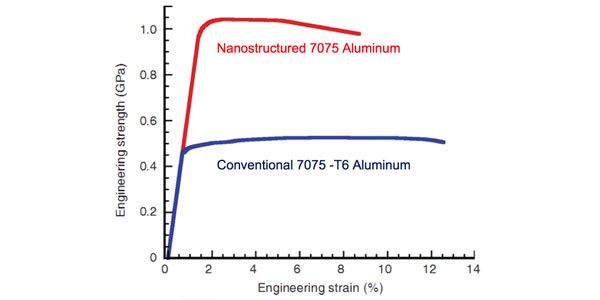
The most direct benefit of altering the structure of metals at the nanoscale (the scale of 4 to 400 atoms) is that it greatly increases strength. An illustration of the enhanced strength is shown here for a high strength aluminum alloy, 7075. There is more than a factor of two difference between the strength of this well known conventional alloy and its nanostructured variant. The nanostructured 7075 alloy is even stronger than many steels, making it a lightweight alternative for weight sensitive applications, such as in aerospace and automotive applications.
Of course, steel can be strengthened by nanostructuring too. The strength of specialty steels such as stainless steels can be enhanced to high levels without heat treatment. Thus, large-section parts that are difficult to heat treat can be fabricated from nanostructured metals without the need for heat treating to achieve through-thickness strength.
Other metal properties can be improved as well. For example, the ductility of magnesium alloys has been increased by 5X via nanostructuring. Machinability can be enhanced, as can forgability. The ultrafine size of the nanostructured metal grains makes them suitable for superplastic forming at high strain rates and low temperatures. This reduces the typically high cost of superplastically shaping complex parts.
For medical product applications, for example, using nanostructured titanium for orthopedic implants, there are multiple additional advantages. These advantages are explained in detail in the next several sections.
Nanostructured titanium — Better for your Body
For medical applications such as bone implants, reducing the average grain size to be less than 300 nanometers can double the strength of medical metals such as titanium. In addition to possessing strength beyond what is possible in conventional pure metals, nanostructured titanium has also been optimized for integration with living bone. Scientific studies of the attachment and growth of bone cells on nanostructured titanium consistently show that these cells adhere better and grow significantly faster — up to 20 times faster. Since ultrafine grain metals and alloys are chemically identical to conventional metals, nanostructured titanium benefits directly from the long and successful history of using titanium in implants of all types, including dental implants.
The main difference between ordinary titanium and nanostructured titanium is that the grains in nanostructured titanium are much smaller and more readily integrated with your bone as new bone cells grow. You can see the differences in the internal metal structure in the high magnification images below. The boundaries of conventional titanium grains appear as dark lines in the optical micrograph on the far left. These grains are on the order of 20 micrometers (μm) or larger. The image in the middle was taken of the same titanium, at the same magnification, but after nanostructuring. In this case, the grains are so small that they cannot be viewed readily with an optical microscope. Instead, an electron microscope is needed to shows the image on the right, which reveals that the grains are 300 nanometers or smaller.
Comparison of Microstructures of titanium before and after nanostructuring
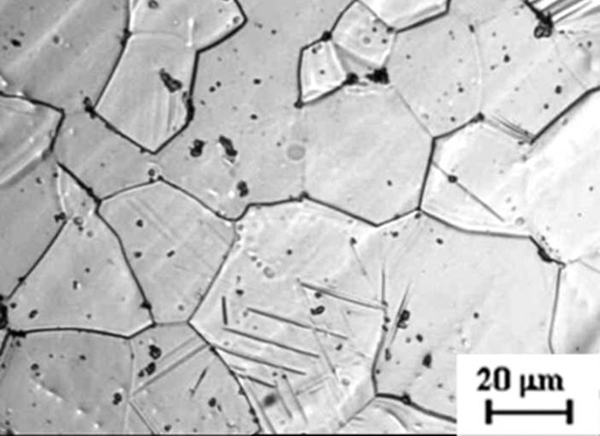
Initial Titanium
(Optical microscope view)
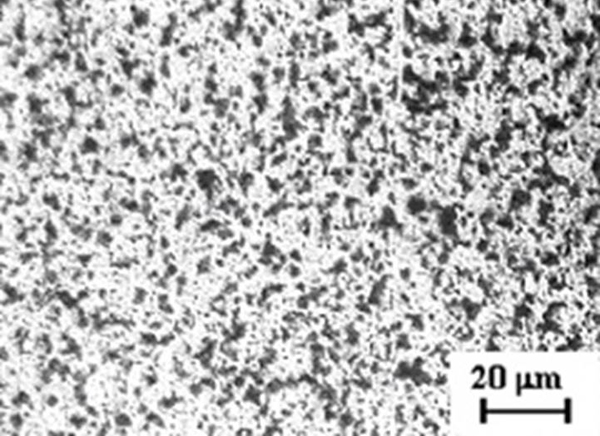
After Nanostructuring
(Optical microscope view)
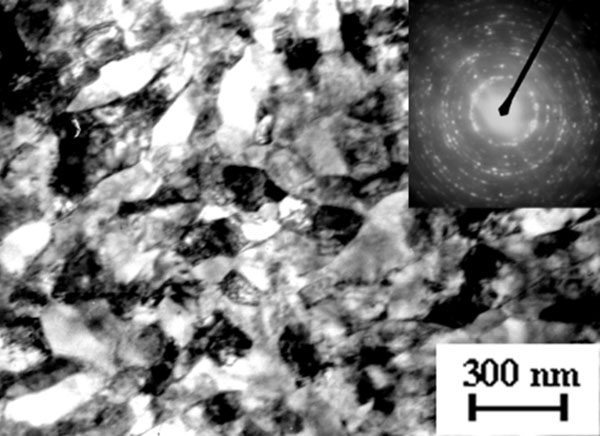
After Nanostructuring
(High magnification electron microscope view)
The differences in microstructure results in different metal properties. The table below compares several mechanical properties of nanostructured titanium with two common variants of conventional titanium that are used in dental implants and other orthopedic device applications. The table of commonly measured mechanical properties includes three measures of strength: the Ultimate Tensile Strength (UTS), which indicates the maximum possible stress a material can sustain, the Yield Strength (YS), which is the applied stress level above which a material experiences irreversible distortions, and the Fatigue Endurance Limit, which is the stress below which a material will not fail when subject to millions of repeated loadings. All three measures are indicators of the performance of material in load bearing applications such as dental implants and abutments. Conventional Grade 4 Commercial Purity titanium is the most commonly used metal for dental applications. Higher strengths can be achieved in titanium alloys, such as the aerospace alloy Ti-6Al-4V. While stronger than Grade 4 titanium, these alloys contains elements such as vanadium (V) and aluminum (Al) which have been repeatedly shown in clinical research to be detrimental to osseointegration and long term biocompatibility with human tissue. The introduction of nanostructured, ultrafine grain nanostructured titanium eliminates the need for using such alloys to achieve high strength. For all three measures of strength, nanostructured titanium has approximately double the performance of conventional commercial purity titanium (which is used in most dental implants today), and between 17% to 52% better performance than the Ti-6Al-4V alloy. In addition, nanostructured titanium retains good ductility despite its high strength.
The table also shows two measures of the ability of a material to resist brittle fracture, the Elongation to Failure and the Reduction in Area, both measured by laboratory tensile testing. The Elongation to Failure is just the percentage increase in length of a rod or strip of metal stretched in tension before it breaks into two separate pieces. The larger the percentage increase, the more ductile the material. National standards for metals used in medical devices require at least 10% elongation to failure. Nanostructured titanium exceeds the national standard, and in fact, has ductility comparable to the Ti-6Al-4V alloy. The Reduction is Area is a further indicator of resistance to brittle fracture. Brittle materials fail in tensile tests with essentially no reduction in the cross sectional area before breaking, while for ductile materials the cross section of the test sample contracts significantly. Despite its superior strength, nanostructured titanium still shows resistance to brittle failure slightly superior to conventional titanium.
| Material | Ultimate Tensile Strength (MPa) | 0.2% Offset Yield Strength (MPa) | Tensile Elongation to Failure (%) | Reduction in Area (%) | Fatigue Endurance Limit (MPa) |
|---|---|---|---|---|---|
| Conventional Grade 4 Ti | 700 | 530 | 25 | 52 | 340 |
| Conventional Ti-6AI-4V ELI | 940 | 840 | 16 | 45 | 530 |
| Nanostructured Grade 4 Ti | 1430 | 1245 | 15 | 55 | 620 |
| Comparison of mechanical properties of conventional titanium used in medical implants with nanostructured commercial purity grade 4 titanium |
|||||
The Scientific Foundation and Research for Nanostructured Titanium
Nanostructured titanium has been developed through the efforts of over 160 scientists, engineers, and medical professionals. The special properties of ultrafine grain metals were first discovered by scientists in Russia and published in technical journals in the late 1980’s. The first overviews of the great promise of the technology appeared first in the scientific literature in 1991 and 1993. In 1994, through research sponsored by the U.S. Department of Energy (U.S. DOE) and conducted jointly by scientists at Los Alamos National Laboratory, the Institute for Physics of Advanced Materials, and other institutes in Russia, the technology was developed deliberately for making super strong titanium for medical applications. Research done within the U.S. DOE sponsored program demonstrated the unparalleled mechanical properties of ultrafine grain titanium imparted by nanostructuring.
The first medical devices from ultrafine grain titanium were fabricated for clinical trials in 1998, and produced remarkably positive results. The promise of a superior new medical material prompted in depth evaluation of how the unique nanometer scale features of ultrafine grain titanium interact with bone. Studies of nanostructured titanium and its special nanoscale structure were begun in 2003 at Purdue University and Brown University, and subsequently replicated at research institutions worldwide, each consistently validating the positive result that bone cells more rapidly attach to and more readily adhere to ultrafine grain titanium than conventional titanium. The most impressive results on cell growth (see the figure below) have shown 20 times greater cell proliferation on ultrafine grained titanium as compared to conventional titanium. By 2004 the U.S.-Russian research team had developed and patented an economical method to produce ultrafine grain titanium. Clinical trials of nanotitanium dental implants began in Central Europe in 2006. The success of the trials continues to grow, now with over 4000 patients evaluated. Clinical evaluations of nanostructured titanium dental implants have been conducted in the USA, Canada, China, and Russia.
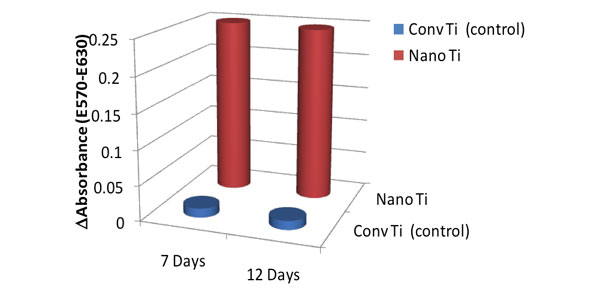
The proliferation and growth of bone cells on nanostructured titanium is phenominally faster than on conventional titanium
Why does nanostructured titanium integrate with our bone more readily? The explanation can be found from the studies that have shown that the nanoscale features associated with the large number of grain boundaries in nanostructured titanium provide a proportionately larger number of sites to which bone forming cells can attach. This can be seen in a simple schematic of the much larger number of grain boundaries (GB) and associated nanoscale grooves and attachment sites in ultrafine grain metals (with grains in the size range from 70 to 300 nm) as opposed to conventional metals (with grains in the size range from 10,000 to 50,000 nm). Note that the schematic illustrates only a 10x difference in grain size, while the actual difference in size is between 100x and 1000x. Also, the surfaces of most dental or orthopedic implants are not smooth, but are roughened to increase the specific surface area available to bone forming cells. Roughening ultrafine grain metals further increases their advantage over conventional metals since the density of nanoscale grain boundary features within the metal in the near-surface region is on the order of 10,000 times to 1,000,000 times greater. The roughening also exposes grain surfaces with a much wider variety of orientations and with higher surface energies. In addition, the grain boundaries created by nanostructuring have intrinsically higher energy too. This difference appears to further enhance bone cell attachment.
Schematic of surface and near-surface regions of conventional and ultrafine grain metals.
Nanostructuring greatly increases the number of grains and grain boundaries (GB).
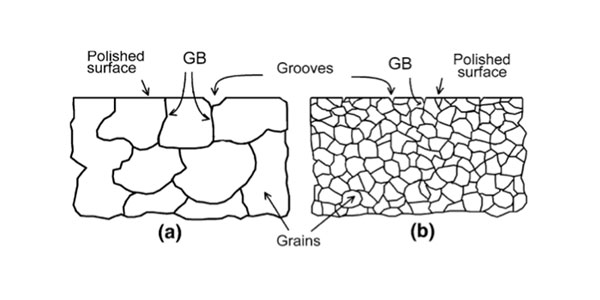
Conventional Metal
Ultrafine Grain Metal after Nanostructuring
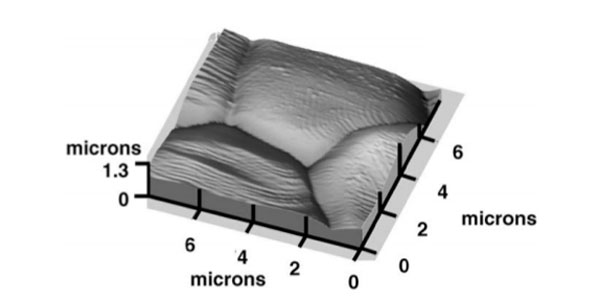
Measurements of surface topography using Atomic Force Microscopy show the striking difference between nanostructured and conventional materials. The contrast can be seen in the images below where the nanoscale topography and specific surface area of the nanostructured material is notably much greater. While some dental implant manufacturers have introduced coatings to impart nanoscale features to the surfaces of their implants, no such coatings are necessary for nanostructured titanium since the nanoscale characteristics are an intrinsic characteristic of the metal. The same intrinsically small grains that underlie the great strength of nanostructured titanium also provide a superior surface for attaching to and integrating with human bone tissue. Because there is no need for coatings, nanostructured titanium products will always be simpler to make and more reliable to use.
Atomic Force Microscopy shows the contrast between
surface topography of conventional and nanosturctured material surfaces.
Surface of Conventional Material
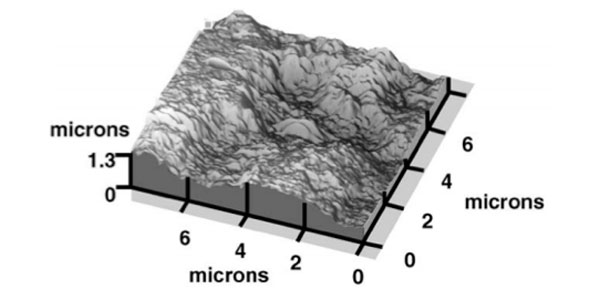
Surface of Nanostructured Material
Today the properties and processing of ultrafine grain metals has grown to be one of the largest and most exciting areas of metallurgy and materials science. Materials scientists worldwide are publishing their research on ultrafine grain metals at a rate of over 1000 new scientific articles per year. Similarly, the body of knowledge and research by cell biologists on the virtues of nanometer-scale materials (like our ultrafine grain nanostructured titanium) for enhancing bone integration is growing, with over hundreds of publications on cell proliferation on nanomaterials in scientific journals, many of which are on the enhanced biocompatibility of nanostructured titanium.
Special Advantages of Nanostructured Titanium for Dental Implants
Nanostructuring commercial purity titanium provides specific advantages for dental implants. Since it introduces a method to nearly double the strength of the most accepted dental implant material, pure titanium, one can produce new smaller, more compact implant designs and increase the structural safety margins in all existing designs. Implants less than 2 mm in diameter are readily fabricated, ideal for making the versatile “mini” implants or replacing the small teeth in the lower front jaw. Furthermore, since the elastic modulus of titanium is unchanged by the nanostructuring, while the strength is increased, the biomechanical compatibility (defined as the ratio of yield strength to elastic modulus) of nanostructured titanium is 11.7, higher than any other metal available that meets quality standards for use in medical devices. Having high biomechanical compatibility increases bone-implant compatibility and reduces factors that contribute to bone resorption.
The greatest advantage of nanostructured titanium is the bioactive characteristic of its surfaces. A growing body of university and clinical research since 2004 has consistently demonstrated that bone forming cells attach 40% to 134% more rapidly to the surface of nanostructured titanium. The difference between bone cell attachment and proliferation on conventional and nanostructured grade 4 titanium surfaces appears in the images below captured after 24 hours of growth in the laboratory. The proliferation of bone cells on nanostructured titanium surfaces is significantly greater. It is also notable that the bone cells have grown to a slightly larger size on the nanostructured titanium surface.
Comparison of proliferation of osteoblast cell on
conventional grade 4 titanium and nanostructured titanium surfaces after 24 hours
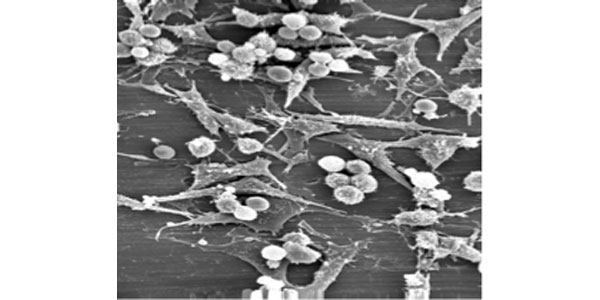
Conventional Titanium
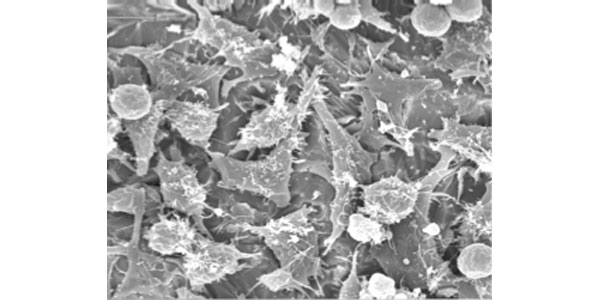
Nanostructured Titanium
Light-weighting through nanostructuring
The benefits of nanostructuring can be imparted to light metals and alloys such as aluminum and magnesium. For aluminum, it is possible to increase the strength from typical levels of 170 MPa to 480 MPa, up to 700 to 1000 MPa. Similarly, for magnesium the strength levels can be increased from typical levels of 160 to 300 MPa up to 300 to 440 MPa. In addition, nanostructuring can increase the limited ductility of magnesium alloys (typically less than 10% stretching before failure) by as much as a factor of five. Such levels of enhancement of properties can enable these already light alloys to be substituted into applications that traditionally require the higher strength of heavier metals. For aerospace applications, the benefits of light-weight aluminum or magnesium are significant: lower fuel costs and higher payload/passenger capacity. Wire, rod, sheet, plate and other product forms can be fabricated with nanostructured light weight metals. Of course, heavier metals such as copper, steels, refractory alloys can all be nanostructured to provide higher strength and potential weight savings.
Nanostructured metals in sports
Light-weighting metals and simultaneously adding strength impacts sporting goods such as golf, tennis, bicycling, scuba diving, archery, back packing, rock climbing and more. Strong, yet light nanostructured variants of aluminum and titanium alloys can impart a performance edge in products for competitive sports and recreational sports. For golf, the largest segment of the sports product market, nanostructured titanium drivers and shafts can increase the energy a player can impart to a golf ball.
Reducing manufacturing costs
The benefits of nanostructured metals are not limited to just the superior metal properties. Nanostructuring improves machinability, providing better surface finish, less tool wear, and enabling higher production rates during manufacturing. Nanostructured metals can also be forged at lower temperatures, and have superior die filling ability. Their ultrafine grain structure gives nanostructured metals the ability to be formed superplastically, making it is easy to form them into complex shapes. This can reduce product assembly costs. Finally, in several instances in which manufacturers have wanted to use their special or proprietary coatings, nanostructured metal surfaces have been shown to be particularly suitable for anodization and application of ceramic films.
Detailed comparisons between laboratory-scale and industrial-scale nanostructuring via the patented methods of Manhattan Scientifics have validated that superior materials properties can be achieved in industrial scale production. See for example the results of industrial research led by Australia’s distinguished Monash University: “Comparison of laboratory-scale and industrial-scale equal channel angular pressing of commercial purity titanium” published in 2015 in Materials Letters, Volume 145 pages 308-311.
Today Manhattan Scientifics owns industrial scale metal nanostructuring machines with wide ranging production capabilities. These machines can be configured to nanostructure virtually any metal to demonstrate the advantages of the technology for metal production and engineered product applications for prospective partners or customers.
References
For in depth reading on the evolution of nanostructured titanium please review the publications of peer-reviewed research conducted at independent research institutions worldwide over the past 20 years, plus the over 200 publications referenced below.
The list of publications is for those wanting to see the data and read in more detail the specific scientific publications that underpin the statements in this brief orientation to nanostructured titanium.